
A gyártó szerszámok lehetővé teszik, hogy sok egyforma kompozit készterméket állítsunk elő. A szilikon szerszámok elkészítéséről már korábban írtunk. Most az epoxi gyantával készült kompozit szerszámok legyártásáról lesz szó. A kompozit szerszámok merevek, ezért alámetszett termékeket kizárólag osztott szerszámokban készíthetünk.
Az ősminta elkészítése után rögzítjük rajta az úgynevezett vágó éleket. Ezekre azért van szükség, mert a gyártás során a terméket nem tudjuk a széleknél a teljes vastagságban befejezni. A gyantás erősítő anyagot erre a peremre hajtjuk ki és térhálósodás után itt fogjuk levágni a felesleget. A vágó élek mindig legyenek merőlegesek a termék aktuális felületére. Ha osztott szerszámot kell készítenünk, akkor az egyik vágóél az osztósíkhoz kerüljön. Itt helyezzük el a későbbi pozícionáláshoz szükséges összevezető elemet is.
Az előkészített ősmintára először a megfelelő formaleválasztót hordjuk fel. A gondosan betartott műveleti idők lejártával elsőként az úgynevezett szerszámgélt hordjuk fel az ősmintára. A szerszámgél egyszerre kemény és rugalmas. Kemény, hogy elviselje az ütéseket és valamennyire rugalmas, hogy kopásálló legyen. A jó szerszámgél akár száz termék kivételét is lehetővé teszi, anélkül, hogy polírozni kellene. A felhordása legtöbbször ecsettel történik. Az ecset szőrét célszerű rövidre vágni, hogy ne verjen buborékokat. Mindig két rétegben visszük fel a gélt. A második réteget akkor hordjuk fel, amikor az első réteg még ragad, de már nem hagy nyomot az ujjunkon. A felkenés iránya legyen merőleges az előzőre. Ezzel elsimíthatjuk az előző réteg ecsetnyomait.
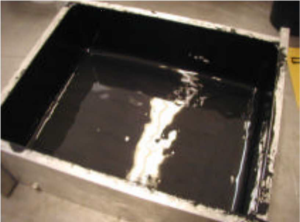
Amikor a második réteg is kötni kezd, akkor érdemes belehengerelni egy réteg csatoló üvegszövetet. Ez egy ritka szövésű kártolt szövet, amelyet csak részben hengerelünk bele a gélbe. Ezután rögtön folytathatjuk a laminálást a szerszámgyantával.

A szerszámgyanták kiválasztásánál alapesetben az árat vesszük figyelembe. Ha különleges hőállóságú gyantára van szükségünk, akkor például 150 fokos tartós hőállóságú rendszert választhatunk. Itt található a technikai adatlapja.
Fontos tudni, hogy a kívánt hőállóság csak az adatlapon feltüntetett hőkezelés végrehajtásával érhető el. A hőfoklépcsőket gondosan be kell tartani, mert ezzel elkerülhetjük az anyag kilágyulását és deformálódását.
Az elkészült szerszám felületét gondosan formaleválasztózni kell. A formaleválasztókról már írtunk egy korábbi bejegyzésben. Első alkalommal három-öt réteg szemipermanens formaleválasztót hordunk fel. Legközelebb akkor kell egy réteg formaleválasztót felkenni, amikor érezhetően nehezebbé válik a termék kivétele.
A folytatásban az önthető gyanták használatáról fogunk írni.
Hagyj üzenetet
You must be logged in to post a comment.