
| A zártszerszámos technológiák között az egyik legfejlettebb, de komoly géppark fenntartását még nem igénylő eljárás az úgynevezett LRTM, amely az RTM-hez hasonlóan két szerszámfélből áll. Az RTM eljárástól elsősorban abban különbözik, hogy itt nem túlnyomással nyomják be, hanem vákuummal szívják be a gyantakeveréket. A szerszámfelek közé helyezik be az erősítőanyagot. A szerszámzárást követően vákuummal szívják be a számított mennyiségű gyantát, amely az alakadó szerszámüregben egyenletesen elterül és átimpregnálja a vázanyagot. A szerszámfeleket általában nem fémből készítik, sőt a rendszerint kompozitból készült ellenoldali szerszámfél merevsége elmarad a negatív formáétól. Éppen ez az egyik oka annak, hogy a LRTM eljárás során a gyantabetáplálás felőli oldalon nem valósítható meg nagy nyomás. A másik oka, hogy a szerszámzárás rendszerint vákuum segítségével történik, amely nagy gyantabetáplálási nyomás esetén nem biztosítaná a légmentes zárást. | 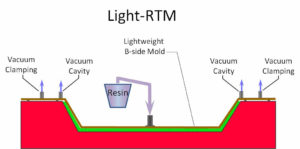 |
Bár az injektált végtermék formája erőteljesen meghatározza az injektálási stratégiát a preferált betáplálás ebben az esetben leginkább pontszerű, belülről kifelé halad. |
 |
 |
A LRTM eljárás során alkalmazhatunk rugalmas ellenoldali szerszámfelet is, amely a formatest vastagságával kalibrált negatív formára leginkább szilikonból készül. Annak ellenére szükség van az alakadó szerszámüreg pontos kalibrálására, hogy itt a felső szerszámfél rugalmas!
Cégünk az ellenoldali szilikon forma készítésére alkalmas ismeretekkel és készítéséhez alkalmas berendezésekkel és segédanyagokkal rendelkezik! Az ily módon előállított formadarabok könnyű reprodukálhatósága mindenképpen előny lehet egy szériatermék elkészítéséhez. |
A gyantával és az erősítőanyaggal szemben támasztott követelmények és az eljáráshoz használt alapanyagok legtöbbször megegyeznek a vákuuminfúziós eljáráséval.
A technológia jellemzői:
- Minimális gyantaveszteség
- Jól reprodukálható
- Termelékeny
- Alacsony emisszió
- Vákuuminfúziónál magasabb szerszámköltség
- Alacsony száltartalom
Cégünk a következő alapanyagokat javasolja az adott technológiához:
| 1. Epoxi gyantarendszer
– SR 8100 / SD 8822 |
2. Poliészter gyantarendszer
– Polimal 104 N-12 P
|
3. Vinilészter gyantarendszer
– Polimal VE-3MM P INF-2 |
4. Erősítőanyag
– CSM300 / PP 180 / CSM 300 |
5. Maganyag
– T92XXX FlexiCut |
Hagyj üzenetet
You must be logged in to post a comment.