
Hogyan válasszak infúziós stratégiát?
A környezet-, és egészségvédelmi törvények növekvő szigorodása egyre inkább arra orientálja – sőt kényszeríti – a feldolgozókat, hogy keressék és alkalmazzák a zártszerszámos technológiákat, kiváltva ezzel a nyitott szerszámos kézi laminálást. Ismert ugyanis, hogy a térhálósodó kompozit mátrixanyagai közül ma is domináns szerepet töltenek be a telítetlen poliészter gyanták, melyek sztirol monomerje – intenzív emissziós jellege miatt – szennyezi a környezetet. Ezen felül ártalmas az egészségre is.
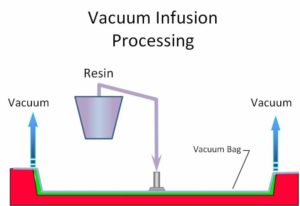
A zártszerszámos technológiáknak igen sok fajtáját alkalmazzák ma a gyakorlatban, de elvi alapjaiban gyakori az azonosság. A vákuuminfúzió esetében a mátrixgyantát vákuummal szívjuk be a szerszámüregbe.
| A vákuuminfúzió a zártszerszámos eljárások legegyszerűbb változata és feltétlen előnye, hogy az előzőekben bemutatott kézi laminálásra alkalmas szerszámok a legtöbb esetben használhatók erre a célra. A termékgyártás egyrészes szerszámban történik a következők szerint:
A száraz erősítőanyagot behelyezik a formaleválasztóval bevont merev szerszámba, amely fölé egy flexibilis a szélén jól lezárt réteg (vákuumfólia) kerül. A szerszámüreget vákuum alá helyezik, aminek hatására az előkatalizált vagy térhálósítóval összekevert mátrixgyanta beáramlik a szerszámüregbe (infúzió). A gélesedési-, vagy fazékidő úgy van beállítva, hogy a teljes térkitöltés után induljon meg a kikeményedés. |
 |
A cégünk által forgalmazott infúziós poliészter gyanták:
- Polimal 104 P: magas hőállóságú ortoftálsav bázisú poliészter gyanta
- Polimal 1053 P: alacsony zsugorodású, magas hőállóságú DCPD bázisú poliészter gyanta
- Polimal VE-3MM P INF: vegyszerálló vinilészter gyanta
A cégünk által forgalmazott infúziós epoxi gyantarendszerek:
- SR8100 / SD882X: általános felhasználású epoxi gyantarendszer
- SR8100 / SD447X: nagy mechanikai szilárdságú epoxi gyantarendszer
A cégünk által forgalmazott erősítőanyagok vákuuminfúzióhoz:
- CSM300/PP180/CSM300: hagyományos PP Core vezetőréteggel ellátott
- CSM450/PP250/CSM450: hagyományos PP Core vezetőréteggel ellátott
- Spherecel HX CM: méhsejt szerkezetű szintetikus maganyag (további erősítő rétegek szükségesek)
A cégünk által forgalmazott maganyagok vákuuminfúzióhoz:
- T92.XXX FlexiCut
- T92.XXX ContourKore, saw cut + SealX
- C70.XXX ContourKore, knife cut
 A gyanta bejuttatása a szerszámba gyantavezető csövek alkalmazásával történik, míg az áramoltatás internális (az erősítő anyag belsejében) vagy externális (az erősítő anyag felületén) végezhető el. Mindkét áramoltatási módszernél gyantavezető csatornák (spirál-cső, „omegaflow”) segítségével juttatható a kezdő pozíciókba a mátrixgyanta. Ennek stratégiai megtervezése speciális ismereteket igényel, melyhez cégünk segítséget nyújt.
A gyanta bejuttatása a szerszámba gyantavezető csövek alkalmazásával történik, míg az áramoltatás internális (az erősítő anyag belsejében) vagy externális (az erősítő anyag felületén) végezhető el. Mindkét áramoltatási módszernél gyantavezető csatornák (spirál-cső, „omegaflow”) segítségével juttatható a kezdő pozíciókba a mátrixgyanta. Ennek stratégiai megtervezése speciális ismereteket igényel, melyhez cégünk segítséget nyújt.
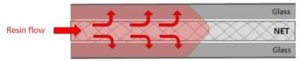
Externális áramoltatás esetében a mátrix a vázanyag felületén egy gyantavezető hálón halad, míg internális áramlásról akkor beszélünk, ha az erősítőanyag lapközepi, vagy közel lapszimmetriájú vezetőréteggel van ellátva a vázanyag vagy a maganyag.
 |
 |
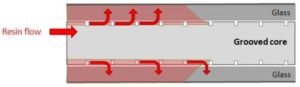 |
| Externális áramoltatás | Internális áramlás | Internális áramlás |
A módszer produktivitása közel azonos a konvencionális kézi laminálással, viszont az esetleges aktív monomer emissziója jelentősen csökken alacsony beruházási költség mellett.
A gyantára vonatkozóan a következő kritériumoknak kell teljesülniük:
- Megfelelő és változtatható gélesedési-, és térhálósodási idő
- Alacsony viszkozitás
- Tixotróp (folyásmódosító) adalékanyagtól mentes
- Alacsony exoterm csúcshőmérséklet
- Jó nedvesítő képesség
- Szobahőmérsékleten kössön
A vázanyagra vonatkozóan a következő kritériumoknak kell teljesülnie:
- Jó levegővezetési képesség
- Erőhatások megfelelő átadása
- Merev szerkezet kialakítása
- Jó gyantavezetési képesség
- Könnyű nedvesíthetőség (megfelelő írezés)
A technológia jellemzői:
- Nagyon jó mag/héj adhézió
- Tömör, jó minőségű laminát
- Alacsony szerszámköltség
- Alacsony emisszió
- Feleslegesen sok gyanta használata a segédanyagok miatt
- Sok hulladék
Hagyj üzenetet
You must be logged in to post a comment.