
Ezeknek az eljárásoknak az a lényege, hogy oly módon juttatjuk be a gyantát a termékgyártó szerszámba, hogy azzal közvetlenül nem érintkezünk. Számos változatuk alakult ki, amelyekben közös az, hogy az alkalmazott műgyantát nyomáskülönbség mozgatja.
 |
| Antal Tamás – rally autó kartervédőjének infúziója |
Mi a különbség az infúzió és az injektálás között?
Az infúzió kifejezést mindenki jól ismeri a gyógyászatból. Ott egy tűt a véráramlás irányában szúrnak be egy vénába. Az áramló vér szívó hatása (és a magasra emelt infúziós palack hidrosztatikus nyomása) juttatja be az infúziós folyadékot a szervezetbe.
Az infúziós eljárásoknál vákuumot hozunk létre az erősítő anyag rétegei között és ezzel szívjuk be a mátrixgyantát a termékbe.
Az injektáló eljárásoknál szintén van gyógyászati hasonlat; az injekció. Ilyenkor külső nyomást gyakorolunk a gyantára és ezzel sajtoljuk be az erősítő anyag rétegei közé.
A kombinált eljárásoknál a vákuumot és a nyomást egyszerre alkalmazzuk.
Milyen közegben áramolhat a gyanta?
A gyanta különböző közegekben másképpen áramlik, sőt még egyes anyagokon belül is előfordulnak eltérő vezetőképességű helyek, amelyek szárazon maradó foltok kialakulását eredményezhetik. Ahhoz hogy ezt elkerülhessük, gyantavezető anyagokat alkalmazunk.
A szerszámban az áramoltatás internális (az erősítő anyag belsejében) vagy externális (az erősítő anyag felületén) módszerrel történhet. Mindkét áramoltatási módszernél gyantavezető csatornák (spirál-cső, „omegaflow”) segítségével juttatható a kezdő pozíciókba a mátrixgyanta. Ennek stratégiai megtervezése speciális ismereteket igényel, melyhez cégünk segítséget nyújt.
Vákuum segédanyagok: https://poly-matrix.hu/termekkategoria/vakuum-segedanyag/
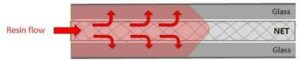
| Externális áramoltatás esetében a mátrix a vázanyag felületén egy gyantavezető hálón halad, míg internális áramlásról akkor beszélünk, ha az erősítőanyag lapközepi, vagy közel lapszimmetriájú vezetőréteggel van ellátva a vázanyag vagy a maganyag. | 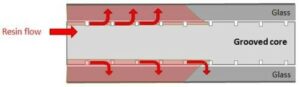 |
 |
 |
Ezek a gyantavezető anyagok a következők lehetnek:
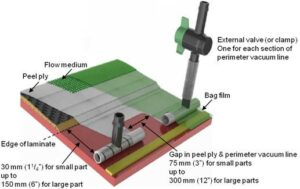
Gyantavezető háló. Különböző méretű és formájú szálakból szőtt ritka szövésű anyag. Megakadályozza azt, hogy a vákuumfólia közvetlenül rátapadjon az erősítő anyagra és ezzel meggátolja a gyanta szabad áramlását. A szálak úgy keresztezik egymást, hogy a találkozási pontoknál mindig marad rés, amelyen keresztül a gyanta át tud folyni. A gyanta mindig az erősítő anyag tetején áramlik a gyantavezető háló résein keresztül és fölülről lefelé impregnálja át az erősítő anyag szálait. Tehát felül a gyantafront mindig megelőzi az alsó részen lévőt. Az erősítő anyag belsejében parabola alakú a gyantafront. Elsősorban infúzióhoz ajánlott. Annak érdekében, hogy ne ragadjon bele a termékbe, letépő szövetet, vagy lyukacsos leválasztó fóliát teszünk alá az erősítő anyag tetejére.
 |
|
Gyantavezető háló elhelyezése a letépő szövet fölött. |
A gyantavezető réteg az erősítő anyagba van beépítve. Ilyenkor egy kombinált szövet belsejében találunk egy többnyire szintetikus anyagból készült, ritkább szövésű filchez hasonlító anyagot. Ezt az anyagot általában nagyobb méretű termékeknél alkalmazzák, ahol a felhasznált erősítő anyag mennyisége jelentős. Ebben az esetben kérhetünk a gyártótól saját rétegrendű tűzéssel összefogott erősítő anyagot. Ha kisebb mennyiségekkel dolgozunk, akkor meg kell elégednünk valamelyik gyári standard kiválasztásával. Ezt természetesen kiegészíthetjük a saját igényünknek megfelelő erősítő anyagok hozzáadásával. Ez a módszer nagyon meggyorsítja a gyártást csökkentve ezzel a ciklusidőt és minimalizálva a munkaerő igényt. Ugyanis itt egyetlen művelettel előre kivághatjuk az erősítő anyagot és egyszerűen csak beterítjük a formába. Elsősorban injektáláshoz ajánlott.
A cégünk által forgalmazott erősítőanyagok vákuuminfúzióhoz:
- CSM300/PP180/CSM300: hagyományos PP Core vezetőréteggel ellátott
- CSM450/PP250/CSM450: hagyományos PP Core vezetőréteggel ellátott
Segédanyagok az előző eljárásokhoz
A letépő szövet egy nagyon erős, sűrű szövésű poliamid szövet, amely rosszul tapad a gyantákhoz. A teljes térhálósodás után egyszerűen letépjük a termék felületéről. A felületen hátramarad egy enyhén raszteres szép belsejű felület. Ha ezt a felületet festeni, vagy ragasztani szeretnénk, akkor érdemes közvetlenül a műveletek megkezdése előtt letépni, mert a felszín tökéletesen tiszta és enyhén érdes. Ezzel megtakarítható a felület előkészítésének fáradságos munkája. Általában gyantavezető hálóval kombinálva használják.
A lyukacsos leválasztó fólia szép felületet biztosít, de elsősorban akkor használjuk, ha készre laminált, vagy pregpregből felépített termékből a felesleges gyantát akarjuk kiszívni. Jellemző száma a nyitott felület, ami azt mutatja, hogy a teljes felület hány százaléka van kilyukasztva. Ez általában 1-2,5 %. Természetesen választható méretű és kiosztású lyukrendszerrel rendelhető. Legtöbbször vákuumfilccel együtt használják.
A vákuumfilc három fontos feladatot lát el. Egyrészt megakadályozza a vákuumfólia letapadását a lyukacsos fóliára, másrészt biztosítja a vákuum eljutását (a levegő áramlását) a felszín minden pontjára, végül pedig magába fogadja a fölösleges gyantát.
Gyantaáramlást segítő maganyagok

Az ilyen célra alkalmas maganyagok között a legfontosabbak a műanyag habok. Ezek legtöbbször polivinil-kloridból (PVC), vagy polietilén-tereftalátból (PET) készülnek. A szerepük az, hogy jelentősen növeljék a termék merevségét, miközben annak súlya alig nő. A PET habok használata a környezetre is jótékony hatással van, mivel az anyag 30%-át már újra felhasznált PET-ből tudják gyártani. Ezekbe a maganyagokba a gyártó megfelelő gyantavezető csatornákat marhat be. A kézi feldolgozó eljárásoknál erre természetesen nincs szükség, de az infúziós és injektáló eljárásoknál ezek kialakítása rendkívül fontos. Ennek megfelelően számos változatból választhatunk, hogy a maganyag minél jobban illeszkedjen a kiválasztott eljárásunkhoz. A lehetőségek az általunk választott keménységű és vastagságú anyagból:
- Sima, egyenes felületű tábla.
- Késsel irdalt. Itt nem nyílnak meg a rések az egyes részelemek között. Csupán az a cél, hogy a maganyag a vágások mentén megtörve jobban illeszkedjenek a termék formájához.
- Mart csatornák. Ezek már vezetik a vákuumot és a gyantát is. Ez is többféle kivitelben készülhet. A lehetőségek közötti választást természetesen segítjük.
A cégünk által forgalmazott maganyagok vákuuminfúzióhoz:
- XXX FlexiCut
- XXX ContourKore, saw cut + SealX
- XXX ContourKore, knife cut
A másik fontos maganyag a balsafa. A műanyag habokhoz hasonló kivitelben kerül forgalomba. A modellezéshez használt balsafától abban különbözik, hogy a szálirányra merőlegesen vágva táblásítják. Így rendkívül nagy nyomószilárdság érhető el. Alkalmas akár autóbuszok padlójának elkészítésére.
Hagyj üzenetet
You must be logged in to post a comment.